Lesson 4 – Grinding
Read the textbook from the 83th page. You can find the textbook’s content on this link.
6. GRINDING
Grinding is a multi-faceted machining operation with a tool consisting of a binder and abrasive grains randomly placed in it. The shape of the edges is geometrically indeterminate. The edges are not in constant contact with the workpiece and penetrate the surface of the workpiece only insignificantly relative to the size of the grain. It includes abrasive machining. It is used in the mechanical engineering industry to increase the dimensional accuracy and surface quality of parts, as well as to machine heat-treated, high-hardness workpieces.
6.1 THE VERSIONS OF GRINDING
Depending on the shape of the surface to be machined, the relative position of the workpiece and the tool and the movement conditions, several grinding variants can be distinguished.
SURFACE GRINDING is used to machine flat surfaces. The main rotating movement is performed by the tool (grinding wheel) and the secondary movements by the workpiece. Machining can be done with the circumferential surface or the front surface of the disc (Figure 5-1).
By GRINDING, the outer cylindrical surfaces of rotating body-like parts are machined. Surface grinding of a clamped workpiece (most commonly between tips) can be accomplished by a longitudinal feed or insertion process (Figure 5-2). In the case of longitudinal feed grinding between the tips, the grinding wheel performs the main movement and the auxiliary movement in the gripping direction, while the workpiece performs a rotational and auxiliary movement parallel to the axis of symmetry. In the case of insert grinding, the workpiece does not move longitudinally, the disc penetrates the surface of the workpiece in the radial direction.
Internal surface surfaces are machined by HOLE GRINDING. This can also be done by longitudinal feed or insertion (Figure 5-3).
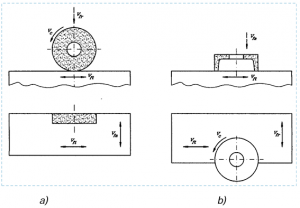
Figure 5-1. Surface grinding
a) with the circumferential surface of the disc b) with the front surface of the disc
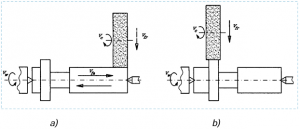
Figure 5-2. Sheath grinding
a) longitudinal feed sheath grinding; b) groove sheath grinding
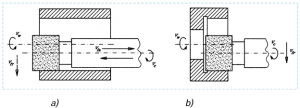
Figure 5-3. Hole grinding
a) longitudinal feed hole grinding; b) groove hole grinding
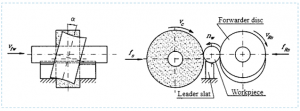
Figure 5-4. Tipless grinding
In the case of ENDLESS FACE GRINDING WITHOUT A TIP, the workpiece is not clamped, but is placed freely on a guide bar between the grinding wheel and the transfer wheel (Figure 5-4). The axis of the transfer disk is not parallel to the axis of the workpiece and thus provides axial movement of the workpiece. This is the so-called permeable process used for long workpieces. In the case of short workpieces, an insertion method is also used here.
Other grinding variants are THREAD GRINDING, which is used to grind threads and screws, peel grinding, which is used to grind gears, and PROFILE GRINDING, when the profile of the disc is formed on the machined surface.